河北华宇管业科技有限公司欢迎您的来访!
非金属补偿器,波纹补偿器,矩形补偿器,横向补偿器_河北华宇管业科技有限公司
对于我们的生活来说,很重要的一个部分就是燃气供应了,只有提供给足够的燃气,我们才能够让自己可以获得食用的东西,其次也只有燃气才能够让我们可以吃饭熟的食物,但是想要让燃气可以进入我们的生活之中就需要管道来进行供应了,利用管道来进行供应还需要进行注意的就是要利用到波纹补偿器了。
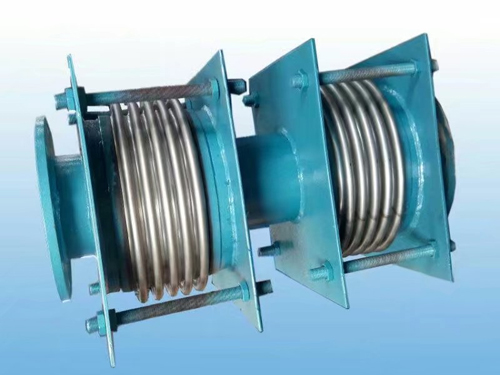
金属膨胀节作为一种能补偿管道位移的弹性补偿元件,工作、性能良好、结构紧凑等优点,已广泛应用在化工、冶金、核能等部门,它是为补偿因温度差与机械振动引起的附加应力,而设置在容器壳体或管道上的一种挠性结构。
波纹补偿器具有的作用。对于我们的日常生活来说,这个部件是很关键的,它可以对于一些温度引起的管道的热涨冷缩进行 的调节,同时也可以在很大的程度上减少产生的振动,让人们的生活 加的 ,同时也可以让人们的生活 加的安静,不用受到太多的管道中的一些因素的影响,可以让人们 的生活。
波纹补偿器的类别。由于在楼房中的管道需要 多方面的维护,但是在进行管道的连接的时候经常会出现一些曲折的地方,这个时候就需要利用到这个部件了,这个部件有一个很好的特性,就是在进行使用的时候有着不同方向的了解,这样才可以 的进行使用,同时在进行使用的时候 加的方便。
波纹补偿器中金属板料成形工艺分类:
分离工艺;剪切,落料,冲孔,冲切Q,穿孔等。
塑性变形工艺,弯曲,张拉成形,拉深和其他成形工艺。
分离工艺是借助于凸模和凹模或剪板机刃口对板料的剪切应力来实现材料分离的。凸模和凹模可以是任何形状,剪切轮廓可以是封闭的,也可以是不封闭的。
剪切;是指用板,盘或带状刃口来分离板材的成形工艺,该工艺可以根据所用剪切机和刃口的类型分为直刃梨和旋转刃型。
落料:是借助于凸模和凹模对板料的剪切应力使毛坯沿封闭的轮廓分离出来,在该工艺中,落下的部分是工件,剩余的是废料。
冲孔;是在坯料上剪切出各种形状孔的工艺,在冲孔工艺中剪切掉的是废料,凸模周围的材料是要生产的零件。
分离;是将板料切成两个或多个零件,或将几个搭边件分开,也可以是把各种形状拉深件分开。该工序和切断不同,分离工序会导致废料的产生。
切口:是在工件材料上将板材部分切开,由于没有材料分离。故没有废料产生。
修整:是一个刮削工序,其目的是通过将工件的边沿刮削掉一薄层来工件的质量和精度,大约有lOopm厚的材料被刮掉。
塑性变形工艺是指工件材料部分或全部产生塑性变形。
波纹补偿器的安装方法:
(1)安装前,应认真核对型号,规格是否符合设计要求;并根据介质流向确定侧门安装方向。检查阀杆和阀盘是否灵活,有无卡住和歪斜:阀盘关闭是否严密,填料是否完好,填料压盖有无足够的调节余量,是否进行了压力试验检查。不合格的阀门不得进行安装。
(2)阀门安装的位置不应妨碍设备,管道和脚门本身的安装,操作和检修,安装高度一般以手轮距地面1一1.2m为宜。为方便操作。安装在距操作面].Sm以上,且阀门较多时,应设置操作平台,对重量较大的闷门或易损坏的阀门还应设置阀门支架。
(3)水平管路上的阀门,阀杆一般应安装在上半圆范围内,闸杆不宜向下安装;为便于操作,垂直管道上的阀门,阀杆应沿着巡回操作通道方向安装,并尽可能集中布置。
(4)水平井排管路上的阀门。为了缩小管道间距,应将阀门前后错开整齐布置:垂直并排管道上的阀门裸吵升安装高度一致。手轮之间的净距离不得小于l00mm,以免碍操作。
(5)阀门安装应在关闭状态下进行。搬运要轻拿轻放。为避免损坏手轮与阀杆,吊装绳索不得拴在手轮或阀扦上。
(6)阀门传动杆伸长杆)的夹角不应大于30,其接头应转动灵活。有热位移的阀门,传动杆应有补偿措施。
(7)安装铸铁和硅铁阀门时,为防止因连接或普力不均而引起损坏, 要正确操作。
(8)螺纹阀门安装,为方便拆装和检修,须在阀门的出口处加装活接头。
(9)阀门的操作机械和传动装置应进行 的调整和整定,使其传动灵活,指示准确。
(10)为内壁平整光洁,焊接阀门及与管退连接焊缝的封底焊宜采用氢弧焊。为减少热变形,焊接时阀门须打开。